
143960A1 Agricultural Sprocket — 9T Induction Hardened for Case IH 2188/2388
The 143960A1 is a 9-tooth forged carbon steel agricultural sprocket for the Case IH 2188 and 2388 combine clean grain elevator drive, with a 1.375″ bore and 1.561 kg finished weight. Tooth flanks are induction hardened after CNC hobbing, reaching HRC 50–58 at the surface while keeping the core tough enough to absorb elevator chain impact loads. It replaces both OEM numbers 143960A1 and 165292C1, covering the 2100 and 2300 series as well. Custom bore sizes, hub configurations, and surface treatments are available on request.

Premium Agricultural Sprocket for Case IH Combine Clean Grain Elevator
OEM Part Numbers: 143960A1 / 165292C1 |
Teeth: 9 |
Bore: 1.375″ (35 mm) |
Weight: 1.561 kg |
Material: Forged Carbon Steel
The 143960A1 is a forged carbon steel agricultural sprocket designed for the clean grain elevator drive on Case IH 2188 and 2388 combine harvesters. It also covers the 2100 and 2300 series where the same elevator chain drive geometry applies. The 9-tooth profile fits a 1.375″ diameter shaft and transmits header drive torque through the chain to the clean grain auger working assembly. This part directly replaces OEM numbers 143960A1 and 165292C1 under a single stocked unit.
What separates this unit from standard aftermarket alternatives is the induction hardening process applied to the tooth flanks after hobbing. Induction hardening heats only the tooth surface zone to hardening temperature — leaving the core microstructure unchanged — which produces a wear-resistant case over a tough, impact-absorbing core. In grain elevator service, where chain tension spikes every time a loaded flight engages the sprocket, that combination of surface hardness and core toughness matters more than bulk hardness alone.
The outer surface is painted for atmospheric resistance, protecting the part during off-season storage when grain dust and moisture accelerate corrosion on bare steel components. Custom specifications — bore diameter, tooth count, hub configuration, or alternative surface treatments — are available for non-standard applications.
Technical Specifications and Dimensions
| Parameter | Unit | Value |
|---|---|---|
| OEM Part Numbers | — | 143960A1 / 165292C1 |
| Number of Teeth (Z) | — | 9 |
| Inner Diameter (d) / Shaft Size | mm / inch | 35 mm / 1.375″ |
| Weight (W) | kg | 1.561 |
| Material | — | Forged Carbon Steel (C45 standard; 40Cr / 20CrMnTi available on request) |
| Heat Treatment | — | Induction hardening on tooth flanks (high-frequency quenching); carburizing available |
| Surface Treatment | — | Painting (atmospheric resistance); galvanizing / parkerising available |
| Production Process | — | Forging → Machining → Hobbing → Induction Hardening → Surface Treatment → QC Inspection |
| Standard Compliance | — | OEM drawing / ANSI / DIN (as specified) |
| Application Position | — | Combine header clean grain elevator chain drive |
Cross-Reference: Replaces OEM Numbers 143960A1 & 165292C1
This combine harvester sprocket consolidates two active OEM part numbers into one stocked unit. If your parts catalogue, combine service manual, or dealer system shows either reference, this is the correct replacement.
143960A1
Original Case IH part number. Used in service manuals for the 2188 and 2388 combines and the 2100 / 2300 series headers.
165292C1
Superseded OEM number. Older parts systems and dealer catalogues may still list this reference for the same elevator sprocket position.
If you are unsure which number applies to your machine, send your combine serial number and we will confirm compatibility before your order is placed.
Superior Durability with Induction Hardened Teeth
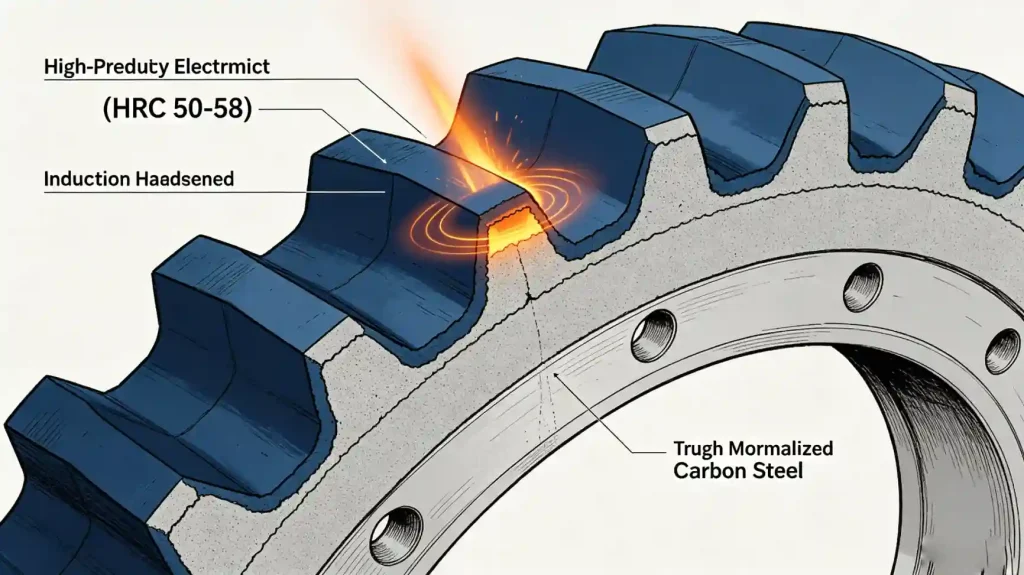
Not all agricultural sprockets are hardened the same way. Through-hardening raises the bulk hardness of the entire part, which increases brittleness and the risk of tooth fracture under impact load. Induction hardening — the process used on this unit — selectively heats only the tooth surface to hardening temperature using a high-frequency electromagnetic field, then quenches rapidly. The result is a hard wear layer at the tooth flank and root, while the core retains the toughness of normalised carbon steel.
- Tooth surface hardness: Induction hardening typically achieves HRC 50–58 at the flank surface on C45 carbon steel, well above the HRC 20–30 range of non-hardened equivalents. This directly reduces the rate at which tooth profiles wear and elongate the chain.
- Impact resistance retained: Because the core microstructure is not affected by the induction process, the teeth absorb the impulse loads from chain engagement without fracturing — a failure mode common in through-hardened sprockets running on grain elevator chains with variable loading.
- Forged carbon steel base: The forging process aligns the grain structure of the steel with the tooth geometry, giving each tooth a higher fatigue resistance than a sprocket cut from bar stock or produced by casting. This is the starting point before any heat treatment is applied.
- Painted outer surface: An atmospheric-resistance paint coat on all external faces slows oxidation during the months a combine sits between harvests. Surface pitting that starts on non-functional faces can eventually migrate to tooth roots, reducing fatigue life.
Precision Engineering for Grain Elevator Performance
The clean grain elevator on a Case IH 2188 or 2388 runs continuously at throughput rates that can exceed 10 tonnes per hour during peak harvest. At that load, any dimensional deviation in the induction hardened sprocket — pitch error, bore runout, or tooth-profile asymmetry — translates immediately into chain noise, uneven loading across the 9 teeth, and accelerated wear on both the sprocket and chain. The manufacturing process addresses each of these failure points in sequence.
Forging Before Machining
The blank is forged to near-net shape before any cutting takes place. Forging closes internal porosity present in cast or bar-stock blanks and aligns the steel grain flow with the tooth profile, raising the fatigue limit of each tooth root.
CNC Hobbing for Pitch Consistency
All 9 teeth are generated in a single hobbing pass on CNC equipment, holding pitch-to-pitch deviation within ±0.05 mm. A pitch error on even one tooth causes that tooth to carry a disproportionate share of the chain load at every revolution.
1.375″ Bore Tolerance
The 35 mm bore is finish-machined after forging and heat treatment to maintain concentricity with the pitch circle. Bore runout above 0.05 mm introduces cyclic radial load on the chain that accelerates link-plate fatigue.
Full Dimensional QC Before Dispatch
Each production batch is inspected against the 143960A1 / 165292C1 drawing on bore diameter, tooth count, pitch, and surface hardness before packing. Inspection records are available on request for fleet maintenance documentation.
Forged Carbon Steel Grain Elevator Sprocket Replacement
For operations running multiple 2188 or 2388 units, stocking a forged carbon steel grain elevator sprocket replacement with a verified OEM cross-reference eliminates the guesswork in procurement and reduces the risk of fitting an undersized or under-hardened part mid-harvest.
Custom Specifications Available
Non-standard bore sizes, alternative tooth counts, ANSI or DIN standard pitch profiles, and custom hub configurations (A-plate, B-hub, welded, split) are all available. Provide a drawing or part number and we will quote against it.
Order Wholesale Replacement Parts for Your Fleet
Dealers, agricultural machinery repair shops, and fleet operators running multiple Case IH combines benefit from consolidated procurement. This agricultural sprocket covers two OEM part numbers and four combine model series from one SKU, reducing the number of line items that need to be tracked, stocked, and reordered across a season.
- Volume pricing tiers apply from 10 units per order. Contact us for a current schedule before placing a bulk order for the season.
- Mixed-SKU orders for elevator chains, idler sprockets, and drive sprockets are accepted in the same shipment, reducing freight cost per part.
- Custom labelling and packaging for resale is available on orders above a minimum quantity — discuss your requirements at the time of enquiry.
- Lead time for standard stock: 3–5 business days ex-works. Custom specifications: 15 working days from drawing approval.
Frequently Asked Questions
Frequently Paired Components
The grain elevator sprocket is one component in a complete chain drive system. These parts are commonly ordered or replaced at the same service interval:
Grain Elevator Chain
Matched roller chain for the clean grain elevator. Replace chain and sprocket together to prevent uneven pitch contact and rapid re-wear on the new parts.
Telescoping PTO shafts with overrun clutch for combine and header power connections. Available in cross-and-journal and constant velocity configurations.
Hydraulic Cylinders
Replacement cylinders for header lift, reel adjustment, and unloading auger swing on Case IH 2100–2388 series combines.
Request a Quote or Place a Wholesale Order
Provide your Case IH model number, required quantity, and any custom specification. We confirm stock, pricing, and lead time within one business day.
We supply a full range of combine and agricultural drivetrain components —
Agricultural Gearboxes,
Hydraulic Cylinders,
PTO Shafts,
Grain Elevator Chains,
Planetary Gearboxes, and
Combine Harvester Sprockets across all major OEM references —
all available for direct B2B export with volume pricing.
محصولات مرتبط
-

1317192C1 Sprocket — 9-Tooth Replacement for Case-IH Combine Grain Auger Drive
-

84072022 Driven Sprocket for New Holland & Case IH Combine Feeder Chain — 12T / 50mm Bore
-

144031A1 Sprocket — 7-Tooth CA550 Replacement for Case IH Combine Elevator
-

199497C1 Driven Sprocket for Case-IH Corn Head — 10-Tooth Replacement